
让老师傅发愁的毛刺怎么解决?|下
上期我们讲了毛刺是什么以及去除毛刺的四种方法,这期会分享去除毛刺方法分类以及继续分享剩下的三种方法,分别是电化学去毛刺、磨粒流去毛刺和超声波去毛刺。你最常用的去除毛刺的方法是什么?
去除毛刺的方法进行分类
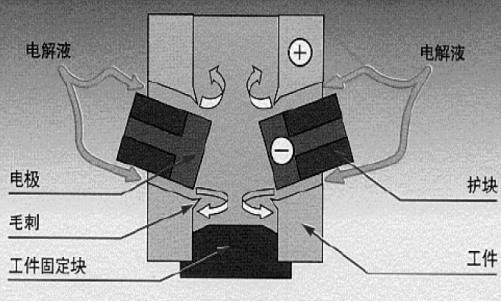
电化学去毛刺
电化学去毛刺原理是将工件固定在装有电解液的容器中,将电板伸入出现毛刺的地方,工件作为阳极,电板为阴极,通电后,在电流的作用下将工件毛刺去掉。但电解液基本都呈酸性,而工件材质为铝合金材料,放入电解液中会发生化学反应,损伤工件。
磨粒流去毛刺
超声波去毛刺
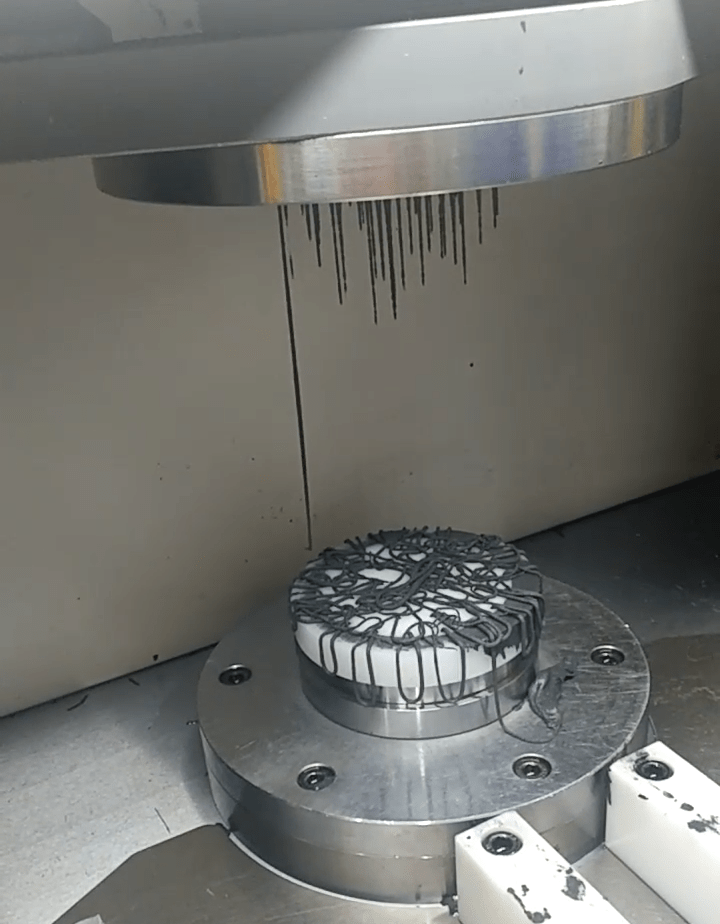
超声波去毛刺是一种利用超声能量进行去毛刺的加工技术,该方法所用设备是由超声波发生器、换能器、变幅杆和超 更磨料工具所组成。超声波发生器通电后,将50HZ的交流电转化为超声频的电振荡,换能器将超声频的电振荡转化为超声频的机械振动,由于该机械振动的振幅较小,仅有4um 左右,不能直接用手机械加工,而要通过变幅杆将该振幅放大,并将振动传给振动传递杆,并带动其上的超硬磨料产生纵向振动,实现了在超硬磨料上附加超声振动。由于节点(理论上为一条圆周线)处振幅为零,通过节点可将整个振动系统固定在其外壳上。
这种加工方法主要应用于复杂模具型腔表面、深孔表面等其他去除毛刺方法较难实现的部位。在采用超硬磨料(金刚石或立方氮化硼等)的工具系统上施加超声频的机械振动(振幅为 15um,振动频率为 20kH2), 利用超声振动能量可将毛刺高效率地去除。对于高强度、复杂型腔零件材料的毛刺,采用微粉级超硬磨料去除毛刺的效率可达到 100%。
上一条: 工业机器人去毛刺打磨的应用领域介绍(上)
下一条: 让老师傅发愁的毛刺怎么解决?|上